ЪжЛњЃК15632861088
ДЋецЃК0318-4523000
ЕчЛАЃК0318-4268266
ЕижЗЃККгББЪЁКтЫЎЪаОАЯиеХИ№КюЯ№ЫмЙмвЕЛљЕи
ЁЁЁЁНёЬьдлУЧРДНВНВИпбЙНКЙмЕФЩњВњжЦдьСїГЬЃК
ЁЁЁЁгУЛьСЖЛњАДХфЗНЛьСЖГіФкВуНКЁЂжаВуНККЭЭтВуНК;гУМЗГіЛњМЗГіФкВуНКЙмЃЌАќИВдкЭПСЫЭбФЃМСЕФШэаОЛђгВаОЩЯЁЃ
ЁЁЁЁбЙбгЛњбЙГЩжаВуНКБЁЦЌЃЌМгИєРыМСЪеОэВЂАДЙЄвевЊЧѓВУГЩЙцЖЈПэЖШ;НЋКЌЙмаОФкВуНКЙмдкВјШЦЛњЛђБржЏЛњЩЯВјШЦЩЯЖЦЭИжЫПЛђЖЦЭИжЫПЩўЃЌЭЌЪБдкВјШЦЛњЛђБржЏЛњНЋжаВуНКБЁЦЌЭЌВНВјШЦдкУПСНВуЖЦЭИжЫПЛђЖЦЭИжЫПЩўМфЃЌВјШЦИжЫПЦ№ЭЗКЭНсЮВДІАѓдњЁЃ
ЁЁЁЁдйДЮдкМЗГіЛњЩЯАќИВЩЯЭтВуНКЃЌШЛКѓдйАќВјЧІЛђВМСђЛЏБЃЛЄВу;ЭЈЙ§СђЛЏЙоЛђбЮдЁСђЛЏ;зюКѓВ№ШЅСђЛЏБЃЛЄВуЃЌГщГіЙмаОЃЌПлбЙЩЯЙмНгЭЗЃЌГщбљДђбЙМьбщЁЃ
ЁЁЁЁжЦдьИпбЙНКЙмЪЙгУЩшБИЖрЁЂдСЯжжРрЖрЃЌЩњВњЙЄвеИДдгЁЃЕЋНќФъРДвдЫмСЯЛђШШЫмадЕЏадЬхЮЊжївЊдСЯЕФвКбЙгЭЙмЩњВњЙЄвеПЩЪЪЕБМђЛЏЃЌЕЋдСЯМлИпЃЌШдвдЯ№НКдСЯЮЊжїЁЃ
ЁЁЁЁдкИпбЙНКЙмзмГЩЕФЩњВњЙЄвеЙ§ГЬжаЃЌгАЯьзюжеВњЦЗжЪСПЕФвђЫиЪЧЖрЗНУцЕФЃЌБиаыдкЩњВњЕФШЋЙ§ГЬбЯИёПижЦЁЃ
ЁЁЁЁ1. ИпбЙНКЙмжЪСПЕФПижЦКЭМьбщ
ЁЁЁЁИпбЙНКЙмзмГЩЩњВњЫљЪЙгУЕФНКЙмЃЌБиаыАДЯргІЕФММЪѕБъзМНјааМьбщЃЌШЗШЯЪЧЗёЗћКЯНКЙмзмГЩЕФИїЯюадФмжИБъКЭЪЙгУвЊЧѓЁЃдкМьбщжазХжизЂвтвдЯТМИИіЗНУцЃК (1)НКЙмЕФЙцИёГпДчМАЪЕМЪЦЋВюЁЃгЩгкНКЙмЕФФкЭтОЖКЭЙЧМмВуЭтОЖЖМЛсгаВЈЖЏЃЌШчЙћВЈЖЏЗЖЮЇГЌЙ§СЫдЪаэЕФЯоЖШЃЌОЭЮоЗЈБЃжЄНКЙмНгЭЗПлбЙСПЕФОљКтЃЌНКЙмзмГЩЕФжЪСПОЭКмФбБЃжЄЁЃвђДЫЃЌЖдНКЙмзмГЩЩњВњЫљбЁгУЕФНКЙмЃЌгІбЯИёМьВщФкОЖЁЂЙЧМмВуЭтОЖЪЧЗёЗћКЯвЊЧѓЃЌЖдЭтОЖЦЋВюЃЌвЊЧѓПЩвдЪЪЕБЗХПэЁЃ
ЁЁЁЁ(2)НКЙмБкКёЕФЦЋВюЁЃгЩгкНКЙмФкНКВуЕФЦЋаФКЭЙЧМмВуМфЕФжаМфНКВуДюЭЗПэЖШЕФгАЯьЃЌПЩФмЕМжТНКЙмБкКёЦЋВюЙ§ДѓЁЃШчЙћБкКёЦЋВюГЌЙ§дЪаэЕФЗЖЮЇЃЌНЋЛсгАЯьНгзХЕФУмЗтадКЭПЙАЮЭбЧПЖШЃЌЩѕжСЛсдьГЩНКЙмзмГЩНгЭЗВПЗжЦЋаБ(ЭсЭЗ)ЁЃвђДЫЃЌЖдНКЙмБкКёЕФЦЋВюгІбЯИёПижЦЃЌвЛАуЖдгкБкКёЦЋВюГЌЙ§0.5mmЕФНКЙмгІИУЩїжибЁгУЁЃ
ЁЁЁЁ(3)НКЙмИїВуМфЕФИНзХСІЁЃИпжЪСПЕФНКЙмгІОпгаСМКУЕФећЬхадЃЌМДИїНсЙЙВуМфгІгаНЯИпЕФИНзХСІЃЌИїНКВужЎМфеГНгГЩЮЊвЛИіећЬхЁЃетбљВХФмЪЪгІНгЭЗзАХфЁЂПлбЙЙ§ГЬжаЕФИїЯюЙЄвевЊЧѓЃЌВХФмБЃжЄНКЙмзмГЩЕФадФмвЊЧѓЁЃвђДЫБиаыПижЦНКЙмИїВуМфЕФИНзХСІВЛФмЕЭгкММЪѕБъзМЕФЙцЖЈЃЌЧвгІОЁСІбЁдёИНзХСІИпЕФНКЙмгУгкНКЙмзмГЩЕФЩњВњЁЃ
ЁЁЁЁ(4)НКЙмЕФЭтЙлжЪСПЁЃНКЙмЭтЙлжЪСПВЛШнКіЪгЃЌЫќВЛНігАЯьНКЙмзмГЩЕФЭтЙлжЪСПЃЌЛЙЛсгАЯьЪЙгУжЪСПЁЃШчЭтНКВугаЦјХнЁЂЦјПзЛђЛњаЕЦЦЫ№ЃЌЛсЪЙЙЧМмВуЭтТЖЃЌдьГЩЙЧМмВуЕФатЪДЃЌНЕЕЭНКЙмЕФФЭбЙЧПЖШЃЌжБНггАЯьНКЙмзмГЩЕФЪЙгУЪйУќЃЌЩѕжСЛсдкЪЙгУжаЗЂЩњвтЭтЪТЙЪЁЃвђДЫЃЌЖдНКЙмЕФЭтЙлжЪСПгІзЂвтМьВщЃЌгАЯьНКЙмзмГЩадФмЕФЭтЙлШБЯнгІгшЬоГ§ЁЃ
ЁЁЁЁ2. НгЭЗН№ЪєМўЕФжЪСППижЦ
ЁЁЁЁНгЭЗаОЙмЁЂЭтЬзвдМАСЌНгУмЗтВПЗжЕФжЪСПЃЌдкНгЭЗзАХфЧАБиаыбЯИёМьбщЁЃМьбщЕФЯюФПГ§ЙцИёГпДчЁЂЙЋВюХфКЯМАМгЙЄОЋЖШгІЗћКЯНгЭЗЭМжНЙцЖЈЭтЃЌЛЙБиаыМьВщНгЭЗЕФЛЅЛЛадКЭЫљгУНКЙмЪЧЗёЦЅХфЃЌЭЌЪБЛЙгІзХжиМьВщаОЙмБэУцЕФЙтНрЖШЁЂШёБпРтНЧЕФдВЛЌГЬЖШЁЃШчЗЂЯжНгЭЗН№ЪєМўгаЗцРћЕФМтНЧЛђУЋДЬЃЌБиаыОЙ§ШЯецаоећВХФмЪЙгУЃЌЗёдђНЋбЯжигАЯьНКЙмзмГЩЕФЪЙгУадФмКЭЪйУќЁЃНгЭЗН№ЪєМўгЩгкМгЙЄЫљгУИжВФБОЩэгаЧБдкЕФШБЯнЃЌШтблВЛвзЗЂЯжЃЌдкНгЭЗЕФзАХфКЭПлбЙЙ§ГЬжаЛђдкНјаавКбЙЪдбщжаЛсЗЂЩњОЖЯђЖЯСбЛђжсЯђСбПкЁЃЫљвдЃЌгІЕБЖдЭЌвЛХњДЮЕФНгЭЗН№ЪєМўНјааж№МўбЯИёМьбщЃЌЯћГ§ЧБдкЕФвўЛМЁЃ
ЁЁЁЁ3. бЯИёПижЦЙЄвеЙ§ГЬжаЕФВйзїжЪСП
ЁЁЁЁИпбЙНКЙмзмГЩЕФжЦдьЙЄвеЙ§ГЬжаЃЌгЩгкЪжЙЄВйзїНЯЖрЃЌЮЊШЗБЃНКЙмзмГЩжЪСПЃЌБиаыбЯИёПижЦВйзїжЪСПЃЌАбШЫЮЊвђЫиЕФгАЯьНЕЕНзюЕЭЯоЖШЁЃ
ЁЁЁЁ(1)НКЙмГЄЖШЕФВтСПКЭЧаИюЁЃНКЙмГЄЖШЕФВтСПгІСІЧѓзМШЗЃЌЕЋБиаыГфЗжзЂвтНКЙмБОЩэЕФЭфЧњЯжЯѓЁЃдкНКЙмзмГЩГЄЖШвЊЧѓЕФЗЖЮЇФкгІФўГЄЮ№ЖЬЁЃвђНКЙмдкФкбЙзїгУЯТгаЫѕЖЬЕФЧїЪЦЁЃШчЙћГЄЖШЙ§ЖЬЃЌЫфШЛПЩвдУуЧПАВзАЩЯНгЭЗЃЌЕЋдкЪЙгУжаНКЙмКЭНгЭЗЖМНЋЪмРЩьгІСІЕФгАЯьЖјНЕЕЭЪЙгУЪйУќ
ЁЁЁЁ(2)ПижЦФЅНКжЪСПЁЃФЅНКГЄЖШВЛЙЛНЋгАЯьЭтЬззАХфВЛЕНЮЛЃЌЛсМѕЩйНКЙмдкНгЭЗФкУмЗтЖЮГЄЖШЃЌгАЯьзмГЩЕФУмЗтадФм;ФЅНКГЄЖШЙ§ДѓЃЌНгЭЗзАХфПлбЙКѓЛсЪЙЙЧМмВуЭтТЖЃЌШнвзвђатЪДЖјЫ№ЛЕЁЃ
ЁЁЁЁ(3)бЯИёПижЦНКЙмБкКёВтСПЕФОЋЖШЁЃНКЙмБкКёЪЧШЗЖЈНгЭЗПлбЙГпДчЕФживЊвРОнЃЌвђДЫВтСПЪБвЛЖЈвЊзМШЗЁЂШЯецЃЌОЁСПМѕЩйВтСПЮѓВюКЭМЦЫуЮѓВюЁЃ
ЁЁЁЁ( 4 )МгЧПНгЭЗзАХфжЪСПЕФМьВщКЭПижЦЁЃвЊШЗБЃзАХфЮЛжУЕФе§ШЗЃЌдкзАХфЙ§ГЬжаШнвзГіЯжЕФЮЪЬтЃЌЪЧЭтЬззАВЛЕНЮЛЖјЪЙаОЙмВхШыЩюЖШВЛЙЛЃЌЛђепдкзАХфаОЙмЪБЪЙНКЙмДгЭтЬзжаЭЫГіЃЌдьГЩУмЗтЖЮМѕаЁЃЌгАЯьНгЭЗЕФУмЗтадФмЁЃвђДЫЃЌБиаызЂвтЭтЬзЕФзАХфЮЛжУЁЃ
ЁЁЁЁ4. ПлбЙЙ§ГЬжаЕФжЪСППижЦКЭМьВщ
ЁЁЁЁПлбЙЪЧНКЙмзмГЩжЦдьЙЄвежаЕФЙиМќЙЄађЁЃМгЧППлбЙЙ§ГЬжаЕФжЪСППижЦКЭжЪСПМьВщЖдБЃжЄНКЙмзмГЩжЪСПЪЧЪЎЗжживЊЕФЁЃ
ЁЁЁЁ(1)е§ШЗбЁдёПлбЙФЃОпЁЃдкбЁдёФЃОпЪБЃЌВЛгІжЛвЊТњзугкДяЕНЫљвЊЧѓПлбЙжБОЖЃЌЛЙгІПМТЧЕНПлбЙКѓФЃОпМфЯЖЕФДѓаЁЁЃ
ЁЁЁЁ(2)ПлбЙГпДчЕФШЗЖЈЁЃИљОнНКЙмЕФНсЙЙЁЂадФмКЭНгЭЗНсЙЙШЗЖЈбЙЫѕТЪвдКѓЃЌгІЭЈЙ§ЪдбщМгвдбщжЄЃЌЬиБ№ЪЧЖдЪзХњЪзМўЕФМьбщЁЃИљОнЪЕВтЕФНКЙмБкКёЃЌАДбЁЖЈЕФбЙЫѕТЪМЦЫуГіЭтЬзПлбЙКѓЕФжБОЖНјааПлбЙЃЌШЛКѓНјаавКбЙЪдбщЁЂНгЭЗАЮЭбЪдбщЃЌМьбщНКЙмЕФУмЗтадФмвдМАНгЭЗЕФПЙАЮЭбЧПЖШЁЃ
ЁЁЁЁ(3)бЯИёПижЦПлбЙЭтЙлжЪСПЁЃзЂвтаЕїХфКЯЃЌПижЦНгЭЗПлбЙЖЈЮЛГпДчЃЌЗРжЙбЙЩЫНгЭЗКЭПлбЙЮЛжУВЛзМЁЃОЁСПБмУтжиИДПлбЙЁЃ
ЁЁЁЁ5. ИпбЙНКЙмзмГЩЕФжЪСПМьбщ
ЁЁЁЁЖдИпбЙНКЙмзмГЩГЩЦЗЕФМьбщЪЧЪЎЗжБивЊЕФЁЃЖдНКЙмЕФЙцИёаЭКХЁЂГЄЖШЁЂНгЭЗЕФСЌНгУмЗтаЮЪНЁЂЭфаЮНгЭЗЕФНЧЖШгыЗНЯђЁЂПлбЙЕФЭтЙлжЪСПКЭНКЙмФкБэУцЕФЧхНрГЬЖШЕШМИКѕЖМвЊШЋУцМьбщЁЃЖдгкЪдбщбЙСІЁЂБЌЦЦбЙСІЁЂПЙАЮЭбЧПЖШМАТіГхЪйУќЕШЯюЪдбщЃЌвЊИљОнБъзМЙцЖЈЕФЗНЗЈНјааГщМьЁЃ
БОЮФгЩИпбЙНКЙмећРэЃЌВЛДњБэБОеОЙлЕуЁЃ
- ЩЯвЛИіЃКЗжЮіН№ЪєШэЙмгыВЛатИжН№ЪєШэЙмЕФвьЭЌ
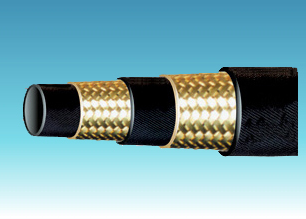
- ЯТвЛИіЃКНЬФуШчКЮБцБ№ИпбЙНКЙмжЪСПЕФКУЛЕ